
Autores: Torres Víctor. Mejías Karla. León Dalia. Pérez Luis. Unidad de Ensayos no Destructivos, Análisis de Fallas y Corrosión de Materiales. Centro de Tecnología de los Materiales. FIIIDT.
En Venezuela, donde ha sido factible, se ha llevado a cabo una sustitución progresiva del empleo de tuberías mayoritariamente de acero al carbono por tuberías de polietileno de alta densidad (PEAD). Las tuberías de PEAD son actualmente usadas en diversos tipos de industrias, entre las que destacan la industria petrolera, química, minera y en los sistemas de distribución de agua potable. El extenso uso de la tuberías de PEAD corresponde a sus excelentes propiedades como su costo, baja densidad, flexibilidad, atoxicidad, resistencia a la corrosión, resistencia a la abrasión, baja conductividad térmica, baja conductividad eléctrica, resistencia bacteriana y a que pueden ser unidas o ensambladas con el uso de un proceso de soldadura a tope, el cual es un proceso rápido y sencillo [1]
El proceso de soldadura a tope consiste en calentar los extremos de los tubos a unir por medio de una placa calefactora que esté a una temperatura de 210-225ºC y a continuación se comunica una presión previamente determinada para cada clase de tubo (ver figura 1), la fusión local del material, sumada a la presión trasmitida resultará en la soldadura de los componentes involucrados [2]. Aunque las uniones en apariencia resulten buenas, puede que en realidad sean puntos débiles, potenciales generadores de eventos no deseados cuando la tubería esté en funcionamiento. La ventaja que representa la versatilidad y rapidez del proceso de soldadura, puede convertirse en un problema si los procedimientos y los factores que afecta la calidad de la soldadura, se infravaloran al momento de realizar la unión.

Factores como el viento, sol, polvo, humedad, limpieza de la superficie o parámetros inherentes al proceso de soldadura como la presión, temperatura y tiempo, si no son controlados, pueden dar origen a distintas discontinuidades como falta de fusión, fusión en frío, inclusiones y vacíos que finalmente dependiendo de sus dimensiones y las condiciones a la que esté sometida la junta, pueden causar serios problemas.
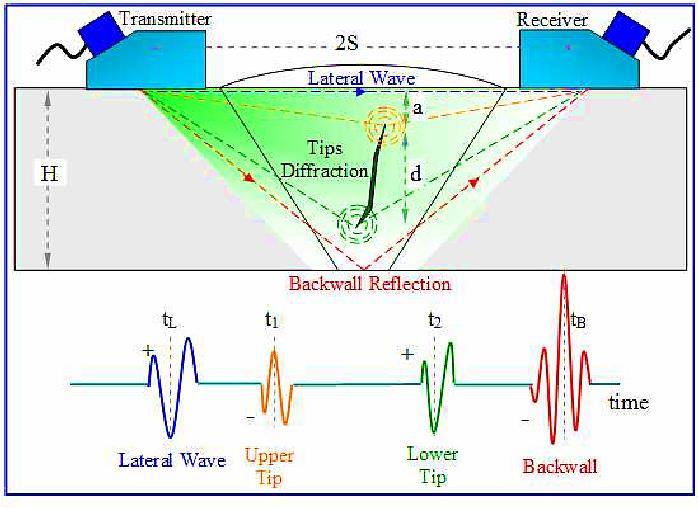
Para la detección de este tipo de defectos en juntas de materiales como el acero, es ampliamente usado el Ultrasonido Industrial con el empleo de ondas de transversales, también llamadas de corte. Sin embargo, en el caso de las juntas de PEAD se presentan problemas debido a que este tipo de ondas se atenúan con facilidad. La técnica ultrasónica TOFD usa generalmente las ondas de tipo longitudinal como método de detección primario. Para la aplicación de esta técnica, los sensores de ultrasonidos son colocados a cada lado de la soldadura. Uno de los sensores se encarga de enviar el haz ultrasónico al material y el otro sensor recibe el ultrasonido reflejado y difractado que proviene de discontinuidades o reflectores geométricos (ver figura 2).
La técnica TOFD brinda una amplia área de cobertura mediante el uso de un solo haz. Cuando el haz entra en contacto con un defecto, la energía difractada se proyecta en todas direcciones. La medición del tiempo de vuelo de dichos haces difractados permite detectar y dimensionar precisa y eficientemente los defectos. Durante las inspecciones típicas TOFD, las representaciones A-scan son reunidas y usadas para crear representaciones B-scan (vista lateral, figura 4) de la soldadura. Finalmente, los análisis se efectúan en la unidad de adquisición o en el software de análisis posteriores, donde se incluirán cursores para medir la longitud y la altura de las indicaciones. [3]
Otro factor de importancia al momento de la inspección de tuberías de PEAD es que la impedancia acústica y la velocidad del sonido son similares a la de los materiales comúnmente usados en las zapatas, lo que dificulta la obtención de una apropiada refracción del sonido en la interfaz. Además, el acoplamiento entre las zapatas y el PEAD puede ser difícil de conseguir. Los materiales de PEAD se caracterizan por su alta atenuación respecto a los metales, ya que siempre impiden el uso de frecuencias ultrasónicas más altas. Una buena fórmula para la inspección de juntas en tuberías de PEAD es el empleo de sondas de baja frecuencia, con zapatas equipadas de una cámara de agua y el uso de TOFD. [4]
En el laboratorio de Ensayos No destructivos del Centro de Tecnología de los Materiales de la FIIDT contamos con el equipamiento y accesorios necesarios para la aplicación de la técnica de TOFD en juntas de PEAD. Con un arreglo similar al de la figura 3, y maquinando algunas entallas en la cara interna de la tubería, hemos realizado distintas pruebas obteniendo muy buenos resultados en cuanto a la detección y dimensionamiento. El objetivo de nuestro estudio se centra en el desarrollo de procedimientos que garanticen la detección, localización y dimensionamiento de discontinuidades en uniones soldadas por termofusión en tuberías de PEAD, de distintos diámetros utilizadas en los sistemas de distribución de agua potable. Más allá de elaborar un procedimiento específico para un caso particular, la idea es ofrecer una serie de recomendaciones que puedan asumirse como una buena práctica al momento de la inspección en campo de soldaduras en tuberías de PEAD y así disminuir la recurrencia de fallas que afecten el servicio de distribución del vital líquido.
De igual manera se avanza en el diseño de dispositivos y accesorios que puedan ser fabricados con el uso de maquinaria y mano de obra disponible en la FIIDT que faciliten la aplicación de esta técnica con óptimos resultados. Los resultados de estas experiencias serán publicados en próximas entregas.

Bibliografía
[1] CATALOGO TECNICO SERGECA
[4] https://www.olympus-ims.com/es/applications/ultrasonic-tofd-butt-fusion/
Contacto: torrespvictorj@gmail.com