Autores: Mejías K. Pérez L. Torres V. Unidad de Ensayos no Destructivos, Análisis de Fallas y Corrosión de Materiales. Centro de Tecnología de los Materiales. FIIIDT.
La Técnica de Difracción del Tiempo de Vuelo, puede ser utilizada para una variedad de aplicaciones entre las cuales se pueden mencionar el sector petroquímico, minero y nuclear. Esta Técnica es una poderosa herramienta para la inspección de soldaduras, que está destinada principalmente a inspeccionar de manera rápida soldaduras con costuras circunferenciales y axiales; a esto también se le conoce como exploración perpendicular.[1].
Reseña Histórica
Desde la década de los 70, la técnica TOFD se ha empleado como un método no destructivo de alta reputación, inicialmente puede ser ejecutada manualmente, la forma más común de utilizarla es con un dispositivo de registro, es decir, con un codificador o un escáner industrial. La técnica TOFD es a menudo acompañada con las técnicas pulse-echo (pulso-eco) o de ultrasonidos multielementos («Phased Array») necesarias para cubrir las regiones de la raíz y cubierta de una soldadura. [1]
Para poder entender esta técnica es necesario disponer de conocimientos más amplios de la propagación de ondas mecánicas y de los conceptos de difracción que usualmente no se estudian en cursos de UT. Sobre estos aspectos va dirigido el presente trabajo.
Principio de la Técnica TOFD
- La configuración básica de la técnica TOFD
Usa generalmente ondas de tipo longitudinal como método de detección primario. Los transuctores de ultrasonidos son colocados en forma de (Tandem) a cada lado de la soldadura.
La primera característica de esta técnica es la disposición de los sensores, el primero se coloca en modo de emisión enviando el haz ultrasónico al material y el segundo en modo recepción recibiendo el ultrasonido reflejado y difractado que proviene de anomalías o reflectores geométricos.[1] .Un esquema de la Técnica se puede observar en la Fig. 1.
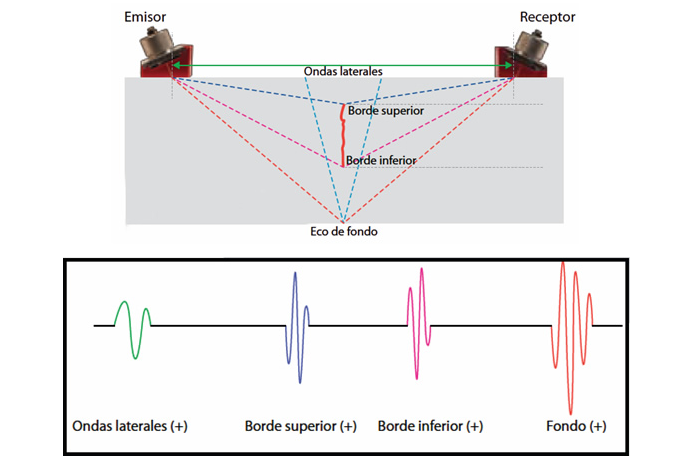
Lo segundo a señalar es que las señales se reciben en forma de radio frecuencia o RF. Esto si supone un cambio respecto al UTC donde históricamente se ha empleado el modo A (amplitud) a partir de la envolvente de los pulsos, después de una rectificación. Actualmente muchos equipos modernos de UTC muestran el modo RF junto al modo envolvente.[2]
- Despliegue de una imagen TOFD
Ambos transductores se desplazan a cada lado del cordón de soldadura. Por cada posición del tandem (las normas exigen una resolución mínima de un A-scan por mm.) se envía al ordenador portátil una señal como la mostrada a la derecha de la Fig. 1, y que se denomina traza. La misma deberá ser muestreada entre 4 a 5 muestras por ciclos de la misma, con la correspondiente generación de grandes ficheros en memoria. Obsérvese la Fig. 2 que muestra el barrido mecánico necesario para obtener una imagen tipo TOFD en modo D.
La traza formará una línea de la imagen en escala de grises, donde la parte superior positiva de la señal corresponderá a la escala de grises que tienden al blanco en su punto superior. La codificación mínima son 64 tonos de grises. La parte inferior o negativa de la señal corresponderá a la señal de grises que tienden al negro. De esta forma al realizarse el barrido se obtienen imágenes similares a la mostrada en la Fig. 3.

Es importante recordar que la imagen de TOFD está formada por dos bandas en forma de “cebras” que marcan la parte superior e inferior del cordón. La zona gris entre ambas bandas constituye la zona de inspección dentro de la soldadura. Vemos un detalle importante y es la existencia de dos zonas muertas, dadas por el ancho de las “cebras” que restringen la posibilidad de poder examinar defectos en las zonas inferiores y superiores del cordón.[2]
Principales beneficios de la técnica TOFD para la inspección de soldaduras
- La técnica se basa en la difracción, lo que la hace relativamente indiferente a los ángulos de bisel de la soldadura y a la orientación del defecto.
- Usa el tiempo de llegada de las señales provenientes de los puntos de agrietamiento lo que permite localizar y dimensionar eficazmente los defectos.
- Capacidad de dimensionamiento precisa, lo que hace de ella un método ideal para monitorizar defectos.
- Es rápida de configurar y ejecutar durante una inspección, ya que la emisión de un solo haz ofrece una amplia cobertura de la zona inspeccionada.
- Permite realizar rápidos escaneos generando representaciones y un completo registro de datos.
- El equipo requerido para integrar está técnica es más económico que el equipo para el ultrasonido multielementos «Phased Array», debido a su naturaleza convencional (un emisor y un receptor) y al uso de sondas convencionales.
- Es altamente sensible a todos los tipos de defectos de soldaduras.
Las ventajas de las técnicas PAUT y TOFD, con respecto a las técnicas convencionales, son su versatilidad, su capacidad de detección y la relación costo-beneficio asociada a la reducción del down-time durante la ejecución. Estas tecnologías pueden ser utilizadas en diversas industrias: aeroespacial, generación de energía, petroquímica, fabricación metalmecánica, construcción y mantenimiento; así como en la industria de manufactura en general.[1]
Limitaciones de los Ensayos de Ultrasonidos por TOFD:
- No es aplicable en el examen de Aceros Inoxidables austeníticos y fundiciones.
- La sensibilidad se reduce en componentes con espesores menores de 12mm.
Aspectos interesantes de la Técnica TOFD
La diferencia entre PAUT y TOFD radica en la respuesta del principio físico (Ultrasonido) que genera cualquier discontinuidad en el material. PAUT se basa en la reflexión de una onda ultrasónica incidente y TOFD se basa en la respuesta de la onda difractada en las puntas (tips) de una indicación.[3]
Esta diferencia es un factor fundamental para la evaluación de indicaciones cuya orientación es difícil de detectar a través de otras técnicas: principalmente las grietas en elementos soldados.
Equipos típicos para la técnica TOFD
- OmniScan SX UT u otros módulos OmniScan MX/MX2/SX (según la técnica)
- Escáner TOFD: HST-Lite u otro
- Sondas TOFD altamente humedecidas: CentraScan u otras
- Suelas TOFD: rexolite o acero inoxidable
Códigos
De acuerdo con los requisitos de los códigos ASME Secciones I y VIII, hasta el año 2001, el examen radiográfico ha sido la técnica habitualmente utilizada para la inspección de soldaduras durante la fabricación de componentes de caldera y recipientes a presión.
El examen radiográfico ha sido paulatinamente sustituido por los ensayos de ultrasonidos por TOFD. La utilización de equipos digitales con elevadas tasas de digitalización, el desarrollo de sensores compuestos en sustitución de los PZT convencionales así como la mejora del software en el procesamiento de las señales, ha supuesto una mayor capacidad de detección, dimensionamiento y registro del examen mediante ensayos de ultrasonidos. Esto, sumado a los requisitos de cualificación del personal, permite en la actualidad, de acuerdo con los requisitos del Code Case 2235-9, sustituir el examen Radiográfico por el examen por Ultrasonidos TOFD.[4]
Conclusión
La técnica TOFD permite efectuar inspecciones rápidas de soldaduras con un excelente nivel de detección y dimensionamiento. La técnica de difracción ofrece una capacidad de dimensionamiento fundamental con relativa indiferencia al ángulo biselar o a la orientación del defecto. Por otra parte, esta técnica puede usarse sola o junto con otras técnicas para ensayos no destructivos
Bibliografía
- https://www.olympus-ims.com/es/applications/introduction-to-time-of-flight-diffraction-for-weld-inspection/
- C.J. Martín, R. González Bueno, R.Giacchetta ULTRASCOPE TOFD: un sistema compacto para la captura y procesamiento de imágenes TOFD (2007). https://www.ndt.net/article/panndt2007/papers/153.pdf
- https://www.vepica.com/es/blog/tecnicas-avanzadas-de-inspeccion-tofd-y-paut
- https://www.intertek.es/ensayos-no-destructivos/ultrasonidos/tofd-time-of-flight-diffraction/
Contactos: karlamejiasb@gmail.com ; torrespvictorj@gmail.com
![]()